
دانلود پاورپوینت آشنایی با جوشکاری اولتراسونیک یا جوشکاری فراصوتی
| عنوان |
مطالعه ای در مورد جوشکاری اولتراسونیک یا فراصوتی |
| سال تهیه : 1404 | تعداد اسلاید : 30 |
| فرمت فایل : pptx-ppt | نوع فایل : پاورپوینت |
| کیفیت : طلایی | مناسب : دانشجویان |

جوشکاری اولتراسونیک یک فرایند اتصال صنعتی پیشرفته و بسیار سریع است که با استفاده از ارتعاشات مکانیکی فرکانس بالا (فراصوت) و فشار کنترلشده، برای ایجاد پیوند حالت جامد در مواد ترموپلاستیک و فلزات نازک به کار میرود.
این پاورپوینت در 30 اسلاید تهیه شده و در ادامه نیز تصویر مربوط به اسلاید شماره 3 آن قرار داده شده است:
جوشکاری اولتراسونیک یک نوآوری کلیدی در مهندسی مواد و تولید به شمار میرود که با اتکا بر اصول مکانیک موج، تحول بزرگی در مونتاژ قطعات پلاستیکی و الکترونیکی ایجاد کرده است. اساس کار این روش بر مبنای تبدیل انرژی الکتریکی با فرکانس بالا (معمولاً بین ۲۰ تا ۷۰ کیلوهرتز) به ارتعاشات مکانیکی است که توسط یک مبدل پیزوالکتریک تولید و سپس از طریق یک تقویتکننده و هورن به سطح مشترک دو قطعه کار منتقل میشوند؛ این ارتعاشات با دامنه بسیار کوچک (در حد میکرومتر) و تحت فشار اعمالی پرس، در محل اتصال قطعات اصطکاک داخلی و بین سطحی ایجاد میکنند؛ در مورد پلاستیکها، این اصطکاک به سرعت حرارت موضعی تولید میکند که باعث ذوب شدن و نرم شدن موضعی مواد در ناحیه تماس شده و در نهایت، پس از قطع ارتعاش و حفظ فشار، یک پیوند مولکولی قوی و یکپارچه در کسری از ثانیه ایجاد میشود که این سرعت و کارایی فوقالعاده، جوشکاری اولتراسونیک را به انتخابی ایدهآل برای خطوط تولید انبوه تبدیل کرده است.
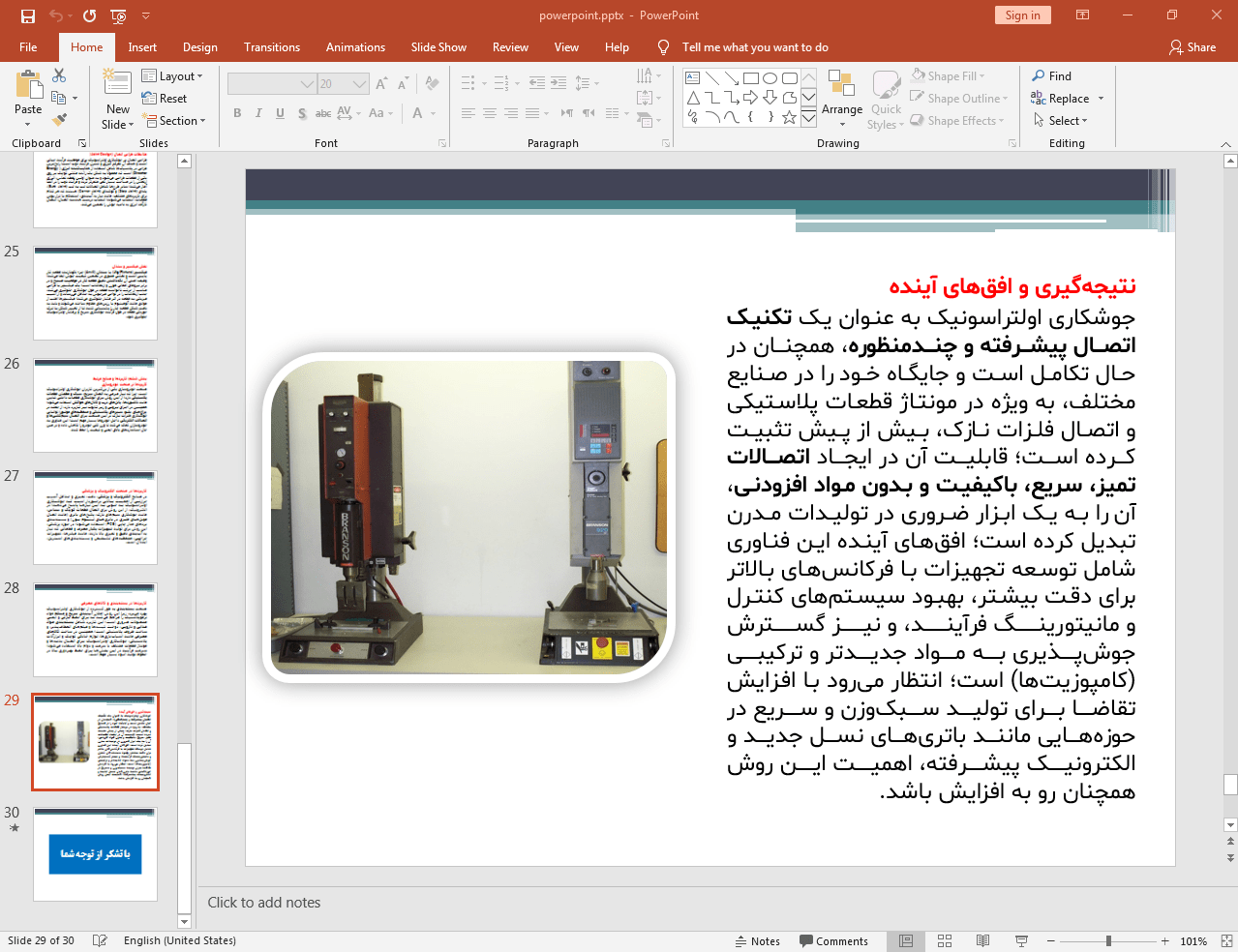
در ادامه، تصویر مربوط به اسلاید شماره 29 این پاورپوینت قرار داده شده است:
مکانیزم عملکرد جوشکاری اولتراسونیک برای پلاستیکها و فلزات تفاوتهای ماهوی دارد که درک این تفاوت برای کاربرد صحیح فناوری حیاتی است؛ در جوشکاری پلاستیکها، همانطور که اشاره شد، هدف نهایی ذوب موضعی برای مخلوط شدن زنجیرههای مولکولی است؛ در این راستا، طراحی اتصال قطعات پلاستیکی، به ویژه استفاده از هدایتکنندههای انرژی (Energy Director)، بسیار مهم است تا انرژی ارتعاشی دقیقاً در محل مورد نظر متمرکز شود و از هدر رفتن انرژی و آسیب به قطعات جلوگیری کند؛ در مقابل، جوشکاری فلزات نازک (مانند فویلهای مسی و آلومینیومی) از نوع حالت جامد (Solid-State) است، به این معنی که فلز به نقطه ذوب کامل خود نمیرسد و حرارت تولید شده صرفاً لایههای اکسیدی و آلودگیهای سطحی را میشکند؛ ارتعاشات مالشی باعث تغییر شکل پلاستیک در سطح تماس شده و پیوندهای متالورژیکی (اتمی) بین سطوح تمیز شده برقرار میشود؛ این ویژگی، جوشکاری اولتراسونیک فلزات را برای کاربردهای حساس مانند اتصال سلولهای باتری و قطعات میکروالکترونیک که به کمترین آلودگی حرارتی و بالاترین هدایت الکتریکی نیاز دارند، به گزینهای بیرقیب تبدیل کرده است.

تجهیزات جوشکاری اولتراسونیک از اجزای دقیقی تشکیل شدهاند که هماهنگی آنها کیفیت جوش را تعیین میکند؛ این تجهیزات شامل ژنراتور (منبع تغذیه) است که برق ورودی را به فرکانس بالا تبدیل میکند، ترانسدیوسر (مبدل) که انرژی الکتریکی را به ارتعاش مکانیکی تبدیل میکند، بوستر (تقویتکننده) که دامنه ارتعاش را تنظیم و تقویت میکند، و در نهایت هورن (سونوتُرود) که مستقیماً با قطعه کار تماس گرفته و ارتعاش نهایی را منتقل میکند؛ مزایای این روش فراتر از سرعت است و شامل صرفهجویی در مواد مصرفی (عدم نیاز به چسب، حلال یا فیلر)، کیفیت بالا و استحکام پیوند، عدم نیاز به خنککاری طولانی و تکرارپذیری عالی در فرآیند است که امکان اتوماسیون کامل را فراهم میآورد؛ با این حال، محدودیتهایی نظیر محدودیت در اندازه قطعات و هزینه اولیه نسبتاً بالای تجهیزات نیز وجود دارد که انتخاب این روش را منوط به ملاحظات فنی و اقتصادی دقیق در هر پروژه خاص میسازد.
فهرست مطالب:
- مقدمه و تعاریف: شامل تعریف جوشکاری اولتراسونیک و مبانی امواج فراصوت.
- اصول عملکرد و مکانیزم جوش: تشریح نحوه ایجاد اتصال در پلاستیکها و فلزات.
- اجزا و تجهیزات: معرفی بخشهای اصلی دستگاه جوش اولتراسونیک.
- انواع جوشکاری اولتراسونیک: معرفی روشهای مختلف جوشکاری بر اساس مواد و کاربرد.
- مزایا، محدودیتها و ملاحظات طراحی: بررسی نقاط قوت، ضعف و نکات مهم طراحی اتصال.
- کاربردها و صنایع مرتبط: نگاهی به کاربرد گسترده این فناوری در صنایع مختلف.

نماد اعتماد الکترونیکی

لوگو طلایی
دیدگاهها
هیچ دیدگاهی برای این محصول نوشته نشده است.